
Transforming Discrete Manufacturing Operations Through Industrial Computer Vision
#ComputerVision #IIoT #VR #Algo8One of the most powerful and compelling types of AI is Computer Vision. It is taking center stage and revolutionizing various segments of the manufacturing process with its intelligent automation solutions. Here’s a look at what it is, how it works, and why it’s so exciting for the manufacturing sector.
Why Computer Vision?
Industrial computer vision seeks to automate tasks that the human visual system performs in any manufacturing setting and trigger appropriate actions powered by artificial intelligence. It allows you to acquire, process, analyze, and understand visual data using deep learning to maximize efficiency of your operations.
In a nutshell, multi-locational visual intelligence, integrated with your IT/OT systems and deep learning algorithms can provide you a 360-degree view of your operations
How is it applicable to your organization ?
● Equipment Intelligence - Enhance inspection and management of distributed assets. Reduce on-site visits by 90%
● People Intelligence - Track employee productivity & safety
● WIP Intelligence - 100% accurate measurement of inventory in shop floor
● Product Intelligence - Conform product quality by minimising defects & reduce human errors by 95%
● Security Intelligence - Capture both where & why of an incident
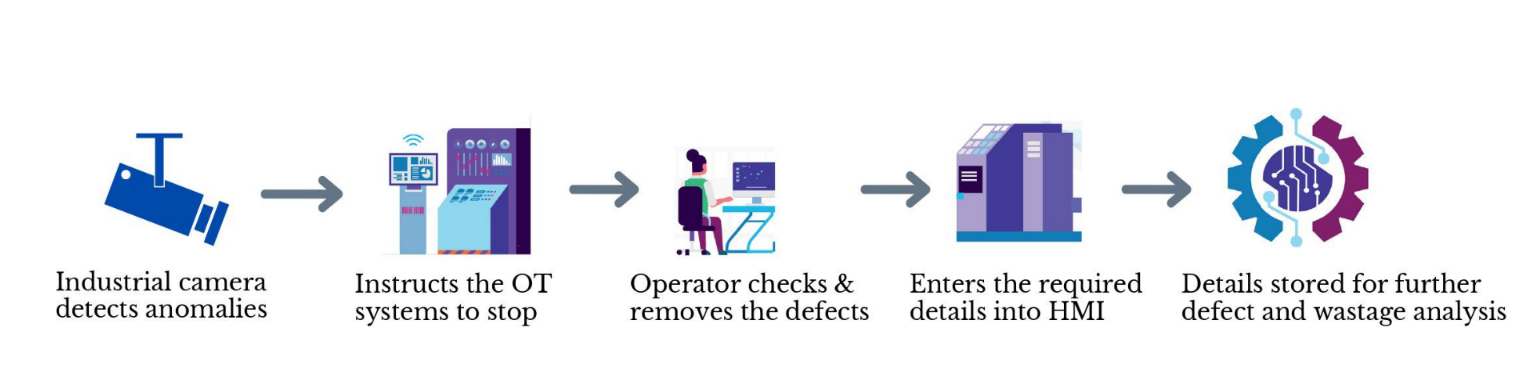
How It Works (QC)
Live Solution Deployment
Customer -
Leading FIBC manufacturer with a capacity of 9 million units/annum
Business Issue -
In the FIBC industry, the major source of wastage is the fabric weaving defects, which if not caught early on, increases the material wastage as full cut lengths or even full bags may have to be discarded later on.
Approach -
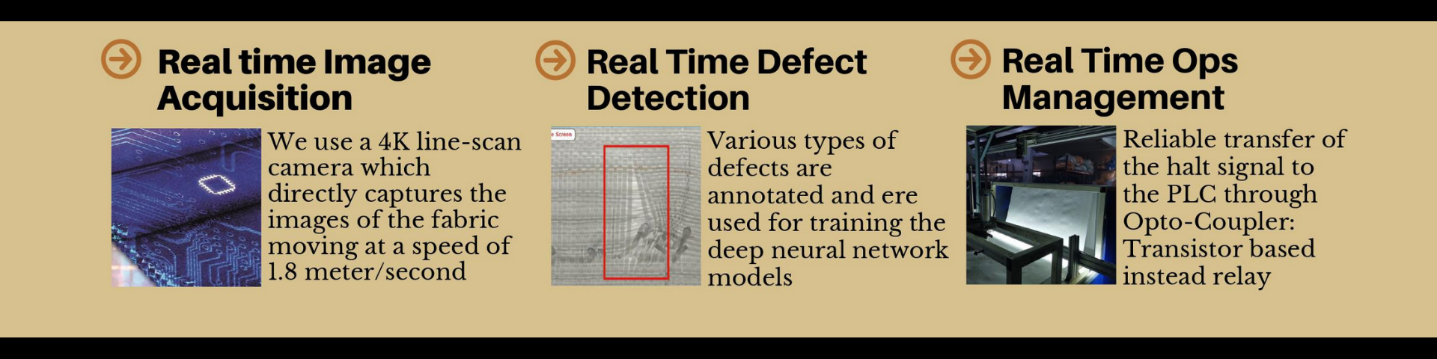
Algo8, one of the leading Industrial AI company in India designed a real-time defect detection and actuator response system for the fabric cutting machine, that acquires real-time images of the moving fabric, processes it to recognize if there is a defect or not and subsequently sends a trigger to the cutting machine.
Technology Used -
Industrial Computer Vision (Algo8's PlantCognition)
Impact Created
Wastage reduction for fabrics by 50% with defect free production downstream
Benefits –
FIBC companies have been lately investing heavily in industry 4.0 technologies, undertaking a digital transformation journey to improve their shop floor productivity. While a complete digitalisation strategy will require multiple steps, some of the key focus areas is to use AI / ML solutions for:
● Improving the productivity of the stitching operations
● Carrying out automated fabric defect detection in the cutting section
● Reducing wastage and improving shop floor margins.
Algo8
Algo8 is an industrial AI company that learns from manufacturing big data and empowers all plant stakeholders to run their operations in a profitable and sustainable way.
Nandan Mishra:
Nandan is the Founder of Algo8. The company has 30+ clients including 9 Fortune 500 Companies.
He is an alumnus of Indian Institute of Technology, Kanpur- Btech/Mtech in Chemical Engineering & Advanced Analytics. He is a key member of the Working Group for the National Mission of Interdisciplinary Cyber Physical system, set up to function like the think-tank for this mission under the Department of Science & Technology.
